Choosing the right jaw crusher is very important for your project. You have many choices, like single toggle and double toggle models. The world market now has jaw crushers with different capacities. Some can handle less than 300 tph. Others can handle more than 800 tph. If you pick the wrong type or size, you may waste energy. You might also spend more money and get less work done. This complete guide gives you helpful tips. It helps you use the Buyer's Guide with confidence and avoid mistakes.
Tip: Look at the table below to check the capacity ranges for each jaw crusher type.
|
Type of Jaw Crusher |
Capacity Range |
|---|---|
|
Less than 300tph |
< 300 tph |
|
300tph - 800tph |
300 tph - 800 tph |
|
More than 800tph |
> 800 tph |
|
Others |
N/A |
How to Choose a Jaw Crusher
When you look for jaw crushers, ask good questions. These questions help you pick the best one. You want a jaw crusher that fits your material, your goals, and your budget.
Here are some common questions buyers ask:
|
Common Questions About Jaw Crushers |
Description |
|---|---|
|
What are the Different Types of Jaw Crushers? |
Jaw crushers come in many types and styles. Buyers should know about these choices. |
|
How Can I Find the Best Crushers for my Operations? |
Buyers need to learn how to adjust crushers for their needs. |
Think about these important things before you choose a jaw crusher:
|
Factor |
Description |
|---|---|
|
Abrasiveness and Hardness |
It is important to know if your material is hard or rough. This helps you pick the right crusher. |
|
Dimensions |
Check the biggest size your material will be. Make sure it fits in the machine. |
|
Granulometric Requirement |
Decide what size you want the crushed pieces to be. |
|
Capacity |
Figure out how much material you need to crush each hour. |
Tip: Always check the material you want to crush. Hard and rough materials need stronger jaw crushers.
Matching Crusher to Application
You need to match the jaw crusher to your job. Every job is different. Mining, recycling, and building all use jaw crushers. But each job has its own needs.
-
Jaw crushers are good for first crushing in mining and recycling.
-
They can crush things like limestone, gravel, quartz, sand, and granite.
-
In recycling, jaw crushers turn old concrete, brick, and asphalt into new material.
-
These crushers can crush hard and rough materials. They are great for tough jobs.
-
Recycling uses jaw crushers to crush mixed waste from building sites.
When you pick a crusher, look at the specs that matter for your job:
|
Specification |
Influence on Application Requirements |
|---|---|
|
Feed Opening Size |
This tells you what size material you can put in. It helps the crusher work well with big pieces. |
|
Capacity |
This shows how much material the crusher can handle. It is important for meeting your goals. Hard and heavy material changes this. |
|
Motor Power |
This shows how strong the crusher is. You need more power for hard jobs and big loads. |
|
Closed Side Setting |
This controls how small the crushed pieces are. Small settings make smaller pieces but less output. Big settings make more output. |
|
Jaw Plate Design |
This affects how well the crusher works and how long it lasts. Different plates work better for different materials. |
Note: Always check the feed opening size and jaw plate design. These help you crush the right materials and keep your jaw crusher working well.
Picking the right jaw crusher means thinking about your material, your needs, and your plans. You want a jaw crusher that can do hard jobs and change as your work changes. If you ask good questions and match the crusher to your job, you will do well.
Jaw Crushers Overview
What Is a Jaw Crusher?
A jaw crusher breaks big rocks into smaller pieces. It has two main parts: a movable jaw and a fixed jaw. You put material inside the crusher. The movable jaw moves up and down. This makes a gap between the jaws. When the movable jaw goes up, the angle gets bigger. The material gets crushed between the jaws. The small pieces fall out from the bottom.
The jaw inside does not just move back and forth. The movable jaw moves in a special way. It goes in a circle because of the eccentric shaft. The toggle plate makes it rock too. This makes the jaw move up and down and side to side. The top moves in an oval shape. The bottom moves in a crescent shape. This special motion helps crush things better.
Jaw crushers come in many sizes. Some are small for labs. Some are big for factories. The way they work is always the same.
Tip: Always look at the feed opening size and jaw plate type. These help you pick the right jaw crusher for your material.
Main Uses
You see rock crushing jaw crushers in many places. They help break tough materials. Here is a table that shows where you use them and why:
|
Industry |
Purpose |
|---|---|
|
Mining |
Crushing large rocks and ores (iron, copper, gold, silver) for processing |
|
Quarrying |
Crushing stone, concrete, and asphalt for construction projects |
|
Construction |
Recycling concrete and asphalt for road construction and building projects |
|
Recycling |
Crushing various materials (glass, plastic, metal, paper) for new products |
Jaw crushers are used first in many jobs. In mining, they crush big rocks and ores. This gets them ready for more work. In quarrying, they break stone and concrete for roads and buildings. Construction uses them to recycle old concrete and asphalt. Recycling centers use them to crush glass, plastic, and metal into new things.
Jaw crushers can be used for many things. They work on hard rocks, soft stuff, and mixed waste. Labs use small jaw crushers for tests and research. These help you learn about materials before using big crushers.
Note: Jaw crushers work well in many jobs. You can trust them for hard crushing work.
Types of Jaw Crushers
Single Toggle
Single toggle jaw crushers have a simple design. They use fewer parts than other crushers. The jaw moves down and forward. This helps crush hard materials faster. You can change the jaw to fit your needs. These crushers work well for many jobs. You can use them in mining, quarrying, or recycling.
Features of single toggle jaw crushers:
-
Simple design with fewer moving parts
-
Easy to fix and change settings
-
Saves energy
Tip: Pick a single toggle jaw crusher if you want a strong machine for most crushing jobs.
Double Toggle
Double toggle jaw crushers have a more complex build. They use two toggle plates and two jaws. The jaw moves like a nutcracker. This lets you control the size of the crushed pieces. Double toggle crushers are good for very hard rocks. Use them when you need exact crushing.
Key differences between single and double toggle jaw crushers:
-
Double toggle crushers have more parts
-
They give better control over size
-
They use more energy than single toggle crushers
|
Type of Crusher |
Energy Efficiency |
|---|---|
|
Single Toggle Jaw Crusher |
Better |
|
Double Toggle Jaw Crusher |
Lower |
Mobile vs. Stationary
You can pick mobile jaw crushers or stationary ones. Mobile crushers move from place to place. You can set them up fast for short jobs. Stationary crushers stay in one spot. They are best for big, long jobs.
|
Feature |
Mobile Jaw Crushers |
Stationary Jaw Crushers |
|---|---|---|
|
Mobility |
Easy to move |
Stays in one place |
|
Setup Time |
Fast setup |
Takes longer to set up |
|
Production Capacity |
Lower capacity |
Higher capacity |
|
Customization |
Fewer choices |
More choices |
|
Environmental Impact |
Less pollution |
More pollution |
|
Initial Cost |
Costs less |
Costs more |
|
Durability |
Not as strong |
Very strong |
Note: Use mobile jaw crushers for short or far-away jobs. Pick stationary jaw crushers for big, long-lasting work.
Pros and Cons
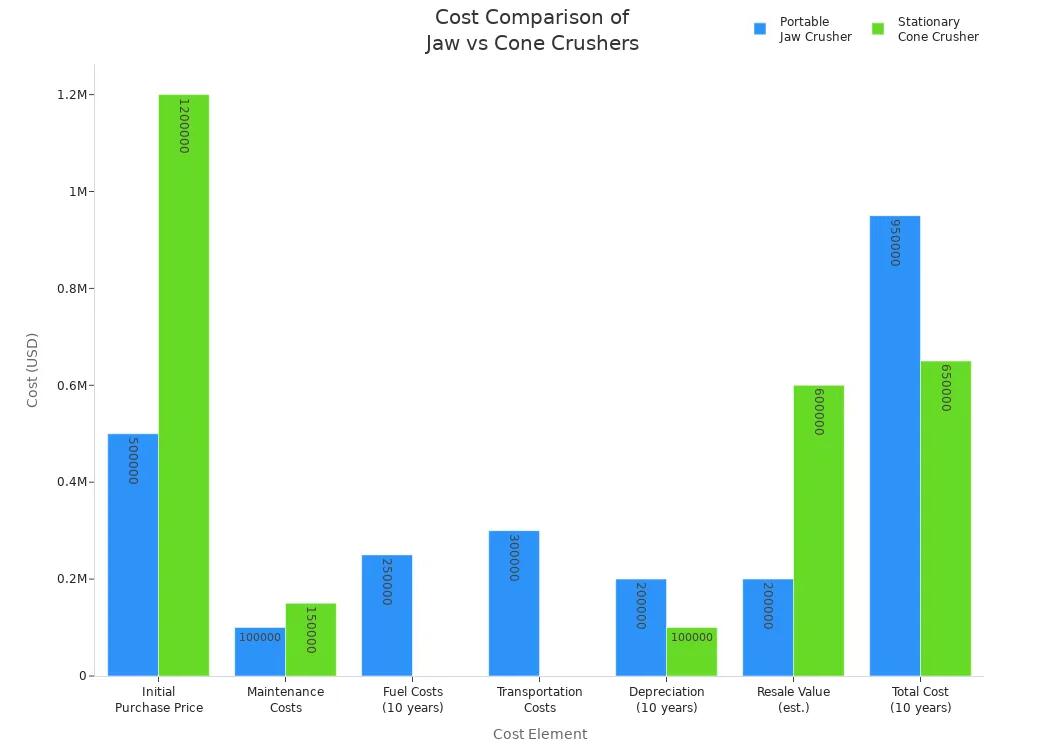
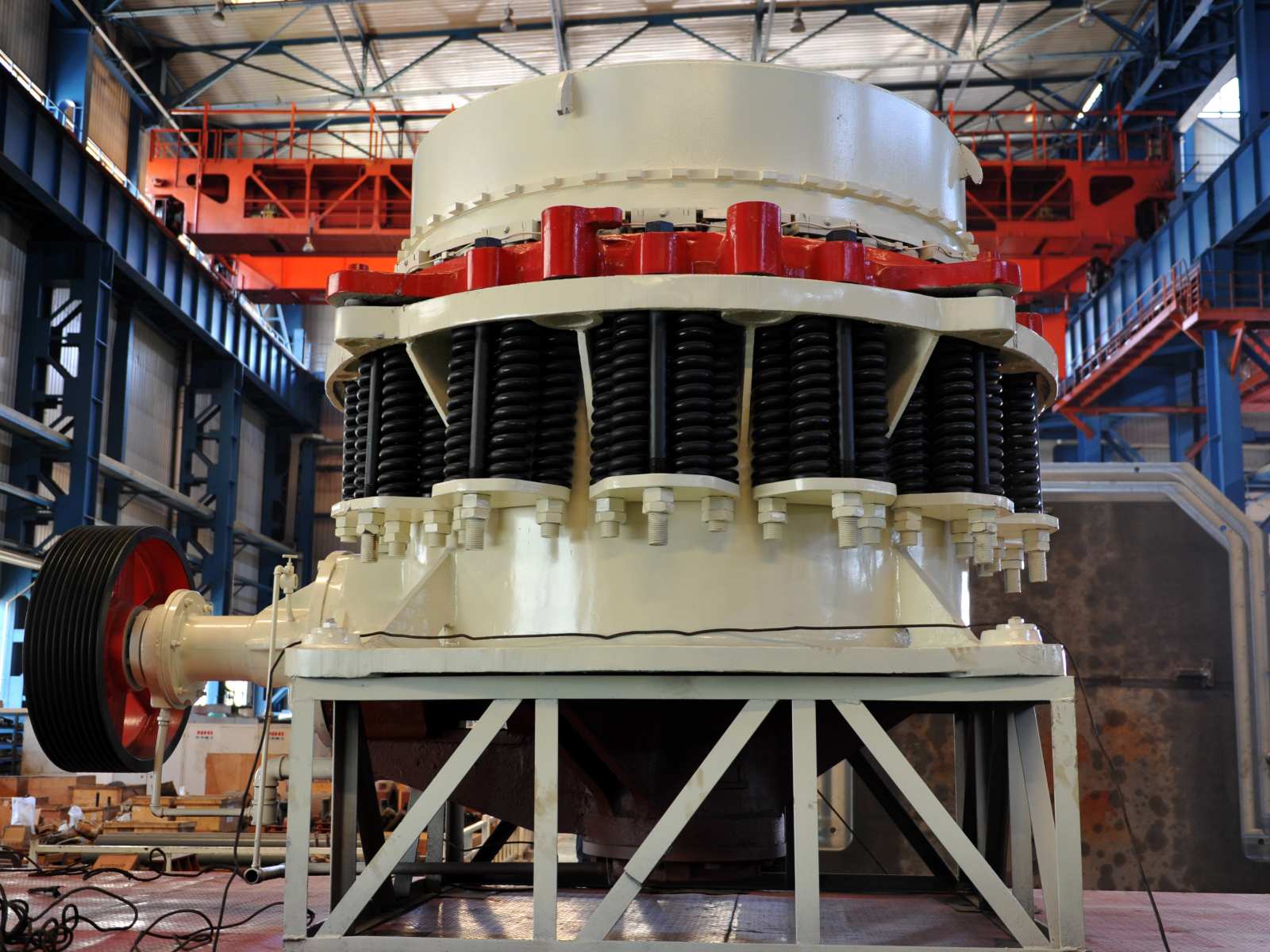
Jaw crushers have many good points compared to other crushers. They crush rock by squeezing it. This works well for hard and rough materials. Impact crushers use force and are better for soft stuff. Cone and gyratory crushers crush lots of rock but need more care.
|
Feature |
Jaw Crusher |
Impact Crusher |
Cone Crusher |
Gyratory Crusher |
|---|---|---|---|---|
|
Crushing Mechanism |
Squeezing |
Force |
Squeezing |
Squeezing |
|
Best for |
Hard rocks |
Soft materials |
Medium-hard rocks |
Hard rocks |
|
Product Shape |
Long pieces |
Square pieces |
Square pieces |
Long pieces |
|
Reduction Ratio |
Lower |
Higher |
Higher |
Higher |
|
Wear & Maintenance |
Less care needed |
Needs more care |
Needs more care |
Needs more care |
|
Initial Cost |
Costs less |
Costs more |
Costs more |
Costs more |
|
Operating Cost |
Costs less |
Costs more |
Costs more |
Costs more |
Advantages of jaw crushers:
-
Big opening for rocks
-
Easy to change when worn
-
Works well with sticky or dirty rocks
-
Simple to take care of
Disadvantages of jaw crushers:
-
Not good for very soft or mushy stuff
Tip: Use jaw crushers for hard jobs. Pick impact or cone crushers for softer or even products.
Buyer's Guide: Key Criteria
Material and Hardness
When you buy a jaw crusher, you need to know what material you want to crush. Hardness and type of material change how the crusher works. If you crush granite or other hard rocks, you need a strong jaw crusher. Hard materials like granite can lower the crusher's capacity by 30-40% compared to softer rocks. For example, a crusher rated for 300 tons per hour with limestone may only handle 180-210 tons per hour with granite. You should check the hardness before you buy.
-
Laboratory jaw crushers work best for hard, brittle materials. They can handle many hardness levels.
-
The efficiency of jaw crushers depends on the material. Hard rocks need more force. Jaw crushers use strong jaws for these jobs.
Tip: Always test your material before you buy. This helps you pick the right crusher for your job.
Capacity and Throughput
You must know your capacity requirements before you buy. Capacity means how much material the jaw crusher can crush each hour. Throughput is the amount of material that passes through the crusher. Different models have different capacities. You should match the crusher to your job size.
|
Model |
Capacity (TPH) |
|---|---|
|
C6X |
15-500 |
|
C5X |
45-900 |
|
PEW |
80-1510 |
|
PE |
70-870 |
|
Other |
5-1500 |
If you need primary crushing for mining, you may want a model with high capacity. For smaller jobs, a lower capacity works fine. Always check the specs before you buy.
Note: Hard materials can lower the throughput. You should adjust your expectations based on what you crush.
Feed and Output Size
Feed size means the biggest piece of material you put in the heavy duty jaw crusher machine. Output size means how small the crushed pieces are. You need to match the feed size to the jaw opening. If the feed is too big, the crusher will not work well. If you need small pieces, pick a jaw crusher with adjustable settings.
-
Check the maximum size of your feed material.
-
Choose the output size based on your needs.
-
Jaw crushers are sized by feed size, product size, and feed rate.
-
The feed size changes the throughput. Bigger feed needs a bigger jaw opening.
Tip: Always look at both feed and output size when you buy. This helps you get the right crusher for your application.
Flexibility and Adaptability
You want a jaw crusher that can change as your job changes. Flexibility means the crusher can handle different materials and sizes. Adaptability means you can adjust the crusher for new jobs or materials. Jaw crushers can be customized for many applications. You can change the jaw plates or settings to get the product you want.
-
Jaw crushers can be adjusted for different end products.
-
You can buy different jaw materials for hard or soft samples.
-
This flexibility helps you use the crusher for many jobs.
Note: Adaptable jaw crushers last longer and save you money. You can use them for primary crushing and secondary crushing.
Safety and Maintenance
Safety is very important when you buy a jaw crusher. Modern jaw crushers have hydraulic systems for chamber clearing. This keeps you safe and stops blockages. Overload protection helps the crusher avoid damage. You should follow safe operating procedures and use guards.
-
Hydraulic systems clear blockages without manual work.
-
Overload protection keeps the crusher safe.
-
Good maintenance means less downtime and more crushing.
New jaw crushers like the C6X model have modular designs. You can install and maintain them faster. This helps if you work in remote areas. Old jaw crushers need more time for maintenance. You should check how easy it is to fix the crusher before you buy.
Tip: Always ask about safety features and maintenance needs. This helps you buy the right crusher for your team.
Model Comparison
Performance
When you look at jaw crusher models, check important numbers. These numbers show which jaw crushers work best for you. You want a jaw crusher that fits your material and your goals.
|
Performance Metric |
Description |
|---|---|
|
Maximum Feed Size |
The biggest size of material you can put in the crusher. |
|
Capacity |
How much material the crusher can crush in a set time. |
|
Reduction Ratio |
The difference between the size you put in and the size you get out. It shows how well the crusher works. |
You should also look at how long the crusher works each day. Check how much fuel or power it uses. See if it gives alerts for maintenance. These things show how much work your jaw crusher can do. They also show how much energy it needs. A jaw crusher that crushes a lot and uses less power saves you money. Maintenance alerts help you fix problems before they get big. This keeps your jaw crusher working well.
Tip: Always look at the reduction ratio. If the ratio is high, your jaw crusher can make small pieces from big rocks faster.
Durability
Durability is important when you pick jaw crushers. You want a jaw crusher that lasts a long time and does hard jobs. Strong jaws and good materials help your crusher last longer. Models with strong jaw plates and tough frames work better for hard rocks.
Look for jaw crushers with parts that are easy to change. This makes fixing the crusher simple. It helps your jaw crusher work longer. Durable jaw crushers break down less and help you finish your work faster.
-
Strong jaw plates help your jaw crusher last longer.
-
Tough frames keep your crusher safe from damage.
-
Easy fixes keep your jaw crusher ready for work.
Application Fit
You need to pick a jaw crusher model that fits your job. Different jaw crushers work better for different jobs. Some models are good for making gravel. Others are better for breaking old concrete or recycling.
|
Model |
Application Types |
|---|---|
|
J-1160 |
Makes gravel, recycles concrete and asphalt |
|
J-1170AS+ |
Makes gravel, good for recycling |
|
J-1170 |
Breaks building waste, crushes rocks from quarries |
|
J-1175 |
Good for quarries, mining, breaking buildings, recycling |
Jaw crushers help you crush big rocks into smaller ones. You use these small rocks for building or making things. Mining and building companies use jaw crushers for hard jobs. You should pick a jaw crusher that fits your material and your work place.
Note: Always check what job the jaw crusher is made for before you buy. The right jaw crusher makes your work easier and faster.
Crushers Buying Guide: Cost Factors
Price and Operating Costs
When you look at jaw crusher price, you see a wide range. Small-scale jaw crushers cost much less than large models. You can check the table below to compare prices:
|
Type of Jaw Crusher |
Price Range (USD) |
|---|---|
|
Small-Scale Jaw Crushers |
$5,000 - $30,000 |
|
Medium-Sized Jaw Crushers |
$30,000 - $250,000 |
|
Large-Scale Primary Jaw Crushers |
$250,000 - $1,000,000+ |
|
Mobile Jaw Crushers |
$150,000 - $1,000,000+ |
Operating costs matter when you choose crushers. Jaw crushers usually cost less to run than other types. You use less horsepower and get less dust. Maintenance costs stay low. Impact crushers need more frequent part changes, which can raise costs. You save money with jaw crushers over time.
Tip: Always check both the jaw crusher price and the cost to run the machine. This helps you plan your budget for crushing jobs.
New vs. Used
You may wonder if you should buy a new jaw crusher or a used one. New jaw crushers have parts that meet national standards. You get fewer breakdowns and spend less time fixing them. Used jaw crushers often have worn parts. You may need to replace these sooner, which can shorten the life of your jaw crusher and raise maintenance costs.
-
New jaw crushers give you better reliability.
-
Used jaw crushers may cost less at first, but repairs can add up.
-
You get longer service life with new jaw crushers.
Note: If you want a jaw crusher that lasts longer and works better, choose new over used.
Market Trends
The jaw crusher market keeps changing. You see more demand for jaw crushers because mining and mineral exploration are growing. Urban building projects need jaw crushers for recycling and crushing onsite. Manufacturers now make jaw crushers with lower emissions and less noise. Mobile jaw crushers help you process material where you work, saving transport costs. Automation and digital monitoring improve jaw crusher performance and reduce downtime. Wear-resistant materials make jaw crushers last longer and lower your operating costs. Companies also offer better support and service for jaw crushers.
-
Mining and construction boost jaw crusher demand.
-
Mobile jaw crushers increase efficiency.
-
New technology makes jaw crushers safer and easier to use.
-
Wear-resistant parts help jaw crushers last longer.
-
Better service helps you keep your jaw crusher running.
Tip: Watch market trends when you buy. You get more value from jaw crushers with new features and better support.
Spare Parts vs. Wear Parts
Replacement Frequency
When you use a jaw crusher, you need to check the parts often. Some parts wear out faster because they touch the material during crushing. These are called wear parts. You must replace wear parts more often than other parts. If you crush softer materials, you can expect to change wear parts every three to six months. If you crush hard materials, you may need to replace them every one to three months. The table below shows how often you should change wear parts for different jobs:
|
Application Type |
Replacement Interval |
|---|---|
|
Light-duty (softer materials) |
Every 3-6 months |
|
Heavy-duty (hard materials) |
Every 1-3 months |
You should plan for regular checks. If you wait too long, the jaw crusher may not work well. Worn parts can slow down crushing and cause more damage. You keep your jaw crusher working best when you replace wear parts on time.
Tip: Set a schedule for checking wear parts. This helps you avoid sudden stops in your crushing work.
Functions
You will find two main types of parts in a jaw crusher: wear parts and spare parts. Wear parts help with the crushing process. They touch the rocks and break them down. These parts include jaw plates, mantles, and blow bars. You need to replace wear parts often because they face a lot of force during crushing.
Spare parts do not touch the material during crushing. They help the jaw crusher run smoothly. Spare parts last longer and only need replacement if they break or wear out. Examples include toggle plates, main shafts, and bearings. The table below explains the difference:
|
Type of Part |
Function |
Examples |
|---|---|---|
|
Wear Parts |
Designed to withstand abrasive and impact forces during the crushing process, requiring frequent replacement. |
Jaw plates, mantle, blow bars |
|
Spare Parts |
Includes components that may need replacement due to damage or wear, but have a longer lifespan. |
Toggle plate, main shaft, bearings |
You need both types of parts for a jaw crusher. Wear parts keep the crushing action strong. Spare parts keep the jaw crusher safe and working. If you know the function of each part, you can plan for better maintenance. You will get more life from your jaw crusher and keep your crushing jobs on track.
Note: Always keep extra wear parts and spare parts ready. This helps you fix your jaw crusher fast and continue crushing without long delays.
Tips for Buyers
Evaluating Suppliers
When you want to buy a jaw crusher, you need to look at the supplier closely. Good suppliers help you get the right jaw crushers for your job. You should check these important things:
-
Capacity of the crusher. Make sure the supplier offers jaw crushers that match your crushing needs.
-
Size of the feed opening. The jaw opening must fit the material you want to crush.
-
Power and efficiency. Ask about how much energy the jaw crusher uses and how well it works.
-
Durability and reliability. Pick suppliers who sell jaw crushers that last a long time and work well.
-
Safety features. Look for jaw crushers with guards and systems that keep you safe during crushing.
-
Talk to reputable manufacturers or dealers. They give you honest advice and help you learn how to buy the best jaw crusher.
Tip: Reliable suppliers answer your questions and show you how their jaw crushers work in real crushing jobs.
Questions to Ask
Before you buy a jaw crusher, you need to ask smart questions. These questions help you find the best jaw crushers for your work:
-
What type of rock crusher do I need? You must know if you need a jaw crusher for hard rocks or softer materials.
-
What tonnage do I need to produce? Ask about how much material you want to crush each hour.
-
What’s the final size product I need to make? Tell the supplier what size you want after crushing.
You get better results when you ask these questions. You learn how to buy the right jaw crusher for your crushing needs.
Mistakes to Avoid
Many buyers make mistakes when they choose jaw crushers. You can avoid problems if you know what to watch out for:
-
Using standard jaw plates for very hard or abrasive ores. This causes fast wear and more replacements.
-
Not prioritizing quality and fit when picking jaw crusher parts. Poor parts lead to more downtime and higher costs.
-
Forgetting to check the abrasiveness and hardness of your material. You need to match the jaw crusher to your crushing job.
Note: Always study your material before you buy. These tips for buying crushers help you save money and keep your jaw crusher working longer.
You can choose the best jaw crusher for your job by following clear steps. First, study your material and crushing needs. Next, compare jaw crushers and look at features like jaw size, capacity, and safety. Use the tables and tips in this guide to help you. Jaw crushers work well for many crushing jobs. If you want more help, talk to experts or request quotes. You will find the right jaw crusher for your work.
Remember: The right jaw crusher saves you time and money. Ask questions and check every detail before you buy.